Working Principle of Modern Sectional Warping Machine
Introduction:
The first step in indirect warping is to produce a section beam. Other names for section warping include pattern warping, band warping, and drum warping. Section beam of sectional warping machine are tapered at one end. Beginning with the tapered end of the beam, the warp yarn is wound on the beam in sections. The angle is formed by traversing the ends of each section slowly together during winding along its length.
As a result of the geometry of the yarn sections, the last section on the beam will have a tapered end that will stabilize the whole beam. Having the same number of yarns in each beam layer is important. Each section is wound with the same length of yarn, which is measured by a measuring roller. Reside elongation will be reduced at high speeds, as the warping speed can be adjusted from 20 to 800 m/min. After all the sections on the beam are wound completely, the yarn is wound onto a regular beam with flanges and then sized. The process is known as beaming. Sizes are sometimes also conducted on a section beam.

Features of indirect warping or sectional warping machine:
- A feeler roller is used to apply material-specific pressure in order to obtain the exact cylindrical warp buildup.
- A constant tension is maintained throughout the entire width of the warp.
- A photo-optical measurement of the width of each section allows automatic section positioning.
- There is the use of pneumatic stop brakes in the process.
- In order to achieve uniform buildup, warp tension regulation was used.
- A carrier’s lateral movement speed and the automatic positioning of the start point of each section are both controlled by the driver.
- Calculate the correct feed speeds regardless of the material and warp density of the fabric.
- If a preset length is exceeded, the machine automatically stops.
- Speed regulation of ± 0.5% between warping and beaming.
- There is a memory of yarn breakage during warping for beaming when yarns are broken.
Passage of yarn through the indirect warping or sectional warping machine:
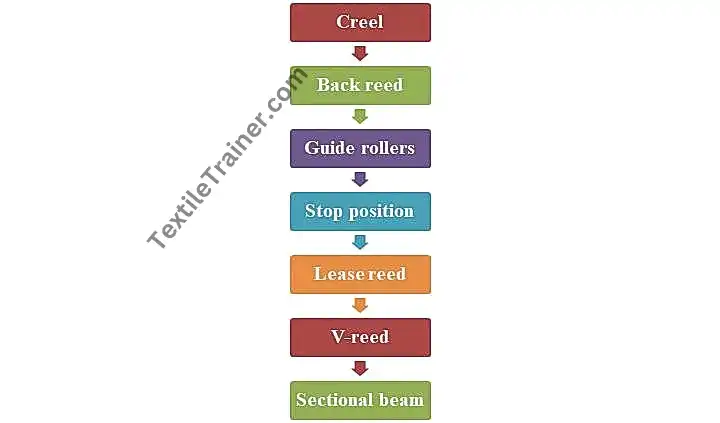
Working principle of sectional warping machine:
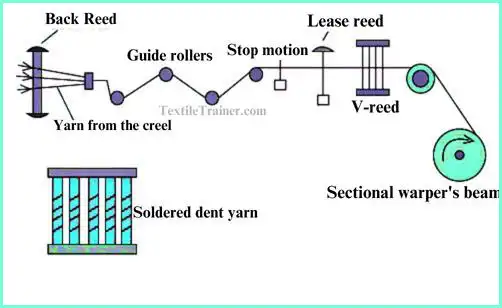
- The process begins with setting up the creel, which holds the bobbins or cones of yarn in order for them to be directed into the machine.
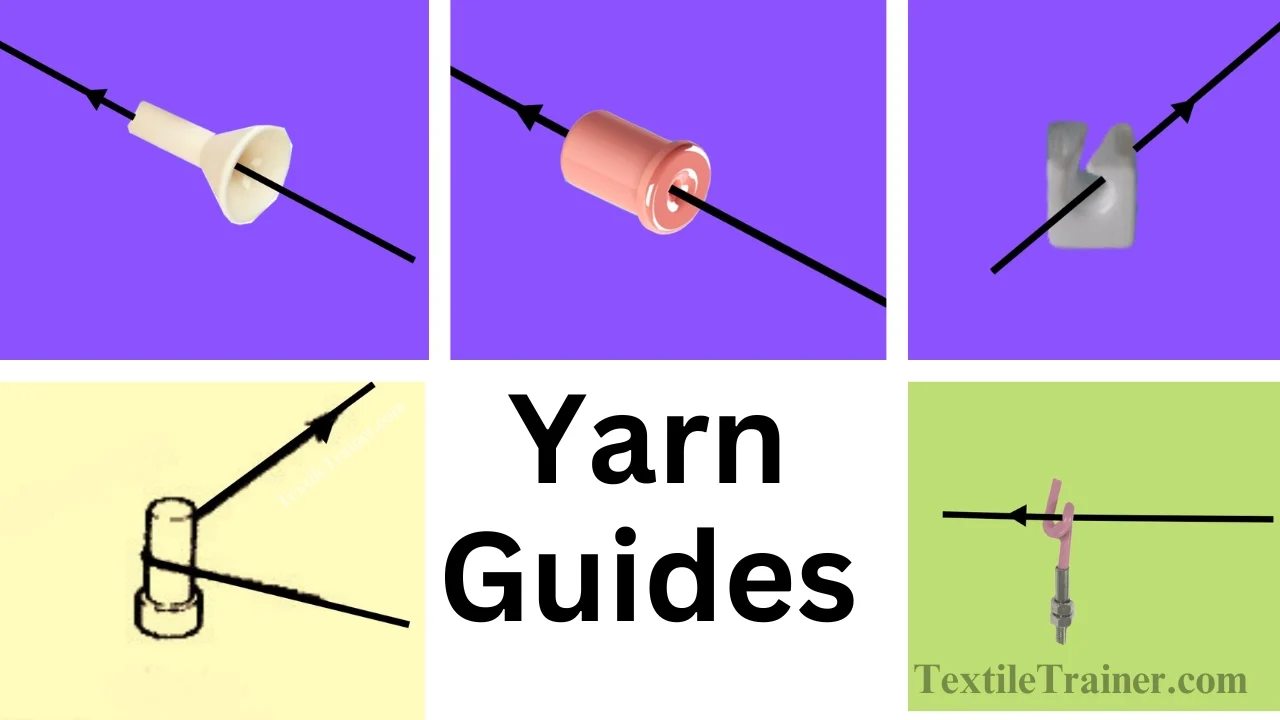
- In order to ensure proper alignment and tension throughout the process, each individual yarn end is threaded through a series of guides and tensioning devices. Care must be taken to avoid threading errors at this stage.
- The yarns are now passing through a stop motion device, which is designed to detect yarn breaks during warping. It usually consists of sensors or detectors placed strategically along the yarn path in order to detect yarn breaks. In the event that the device detects a break in the yarn, it stops or pauses the machine, preventing it from winding further until it is fixed.
- In the next step, yarns are passed through a lease rod. Its purpose is to keep the warp yarns in order and aligned during the warping process. The warp yarns are separated and arranged into a cross shape by inserting the lease rod. In subsequent processes like beaming or threading, this cross ensures that the individual yarns maintain their order and do not become twisted or tangled.
- A v-reed is then used to separate and align the warp yarns during the warping process.
- At last, yarns are warped in a sectional warping beam.
Advantage of sectional warping machine:
- There is a possibility of reducing the amount of waste produced and obtaining a ready weaver’s beam.
- There is a small amount of yarn that is required to make this product.
- There is an immediate beam to be found.
- It is suitable for the production of fancy fabrics, such as striped fabrics.
- The sizing process is not carried out.
Disadvantage of sectional warping machine:
- As the process involves two stages, warping and beaming, there will be a lower output and a slower process as a result.
- It is less uniform than high speed warping in terms of yarn tension.
- Before weaving, the warp yarn must be dyed, sized, and dried separately, so it is an expensive process before weaving.
- There will be some amount of size removed from the warp yarn during the process of sectional warping, which will result in a higher breakage rate during weaving, which in turn hampers the production rate.
- Compared to high speed warping, it is less efficient.
Precaution during sectional warping:
- The beam tension should be selected carefully. The beam should not be too compact or too loose.
- Each warp end should be tensioned equally and sufficiently.
- It is important to maintain the roughness of the surface of a cone-shaped portion of the warping drum to prevent sections from slipping.
- It is important that the flat or v-shaped reed has as few ends per dent as possible. Excess ends result in rolling on the loom during the unwinding of the warp.
- The beam should not have any short ends during warp. Short ends cause lappers and end breakage.
- In both cases, the section width needs to be set correctly. If it is less than required, adjacent sections will gap, causing warp to become loose. If it is more than required, the ends will overlap, creating end breakage during beaming.
- Warping speed should not be changed during the process, as it could affect the tension or length of the warp.
- Incorrect gear selection results in incorrect cone height of the warp beam, which results in variation in diameter of the beam at one side. This variation in diameter results in bowing in the fabric.
- During unwinding of yarn from a package, the distance between package and yarn guide should be adequate.
- It is important to set the correct flange-to-flange distance in the beam.
Conclusion:
Sectional warping machines offer several advantages in the process of warp preparation for weaving. As a result of their pattern flexibility, sectional warping machines allow for easy adjustment and adaptation to different patterns. Simultaneously winding multiple yarns onto the warp beam provides efficient and time-saving benefits. In addition, these machines maintain consistent tension and alignment throughout the winding process, resulting in enhanced warp quality. Furthermore, sectional warping minimizes yarn waste by winding only the length needed for each pattern or batch of production. Although sectional warping machines may have higher initial investment costs and require skilled operators, their benefits outweigh their disadvantages, making them valuable assets in larger-scale textile production environments.
Reference:
- Adanur, S. (2001). Handbook of weaving. Boca Raton: CRC press.
- banerjee, N. (2000). Weaving Mechanism. West Bengal: Smt. Tandra Banerjee and Sri Apurba Banerjee.
- Belal, P. D. (2016). Understanding Textiles for a Merchandiser. Dhaka: LB Graphics & Printing.
- Hossain, M. S. (2014). Introduction to Textile Engineering. Dhaka: Books Fair Publications.
- Rahman, M. M. (2008). Fabric Manufacturing Technology. Dhaka: Books Fair Publications.
- V. Gordeev, P. V. (1982). Cotton Weaving. Russia: Mir Publishers Moscow.