5 Key Actions in Blow Room for Accelerating Yarn Production
Introduction
This article outlines 5 key actions in blow room that you must to know. so that you can significantly increase yarn production and be successful in your trade. Raw fibers are processed in the blow room, preparing them for spinning, at a crucial stage in the manufacturing process. You can improve efficiency, enhance quality, and achieve greater productivity if you implement these essential steps. Explore the strategies that will empower you to unlock the full potential of your blow room operations and propel your yarn production to new heights with us.
Actions in Blow Room
There was a big bale that weighed 160-230 kg that was received as raw material in a room below and these bales were converted into smaller bales known as tuft. In the process of converting, the following actions can be seen in the opening and cleaning machines:
- The action of opposing spikes.
- The action of beater
- The action of grid bar
- The action of air currents
- The action of regulators device.
1. The Action of Opposing Spikes
In this process, the baled fiber mass is opened up into large tufts of fiber (e.g., up to 200 grams) at the beginning of a cleaning line, which serves as an opening process. This type of action is employed by machines at the beginning of opening and cleaning lines, such as automatic bale openers, coarse cleaners, or openers.
2. The Action of Beater
The most effective way to open and clean fibrous materials is through this action. Therefore, it is used after opening the material to clean it. As the material flows through the beater, the spike or wire of the beater opens the tufts, reducing their size. A grid bar is thrown against the tufts by the beater. In order to prevent tufts from passing between the grid bars, the rows are sufficiently close together to allow trash particles to be ejected to the waste bin as they adhere to the tuft surfaces.
3. The Action of Grid Bar
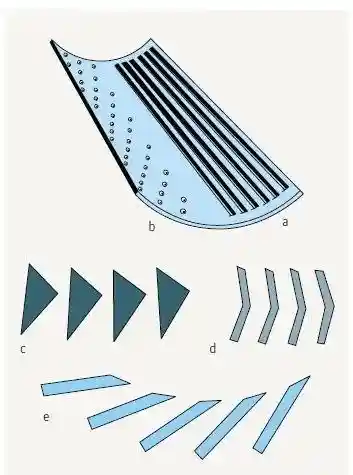
Grid bars are segment-shaped devices that are placed under the opening assemblies to control the waste amount and grade. Cleaning efficiency depends on the grid bar. Grid bars with triangular gripping deliver better cleaning performance than perforated sheets. The more angle of gripping of the grid bar, the better the cleaning performance. Grid bars with close angles have lower cleaning efficiency. When there are more gaps between the bars, cleaning efficiency is greater. The following elements can be used in the grid:
- Slotted sheets (a): Poor cleaning.
- Perforated sheets (b): poor cleaning.
- Triangular section bars (c): the most widely used grid bars.
- Angle bars (d): somewhat weak.
- Blades (e): strong and effective.
4. The Actions of Air Currents
There are basically two ways in which air currents may be used to perform cleaning actions, as follows:
Use of centrifugal and aerodynamic process
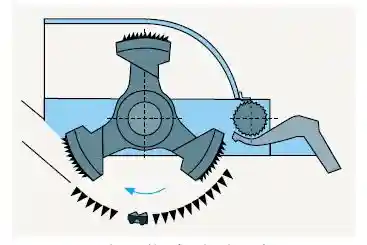
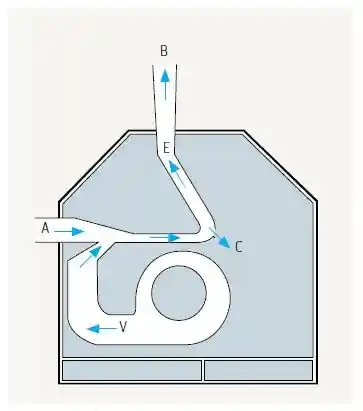
The trash particles are removed by an imbalance in centrifugal and aerodynamic forces. An additional airstream created by fan (V) accelerates the transport air flow of cotton tufts as they flow into duct (A). A sharp diversion of the entire airstream occurs in region (C) towards region (E). As the airflow is moving around the bend of the fiber tufts, centrifugal force is generated.
Although cotton tufts with a relatively low density can follow a change in direction, since the surface area of trash particles is smaller and the density of trash particles is high, centrifugal force at the slot (C) exceeds the force produced by airflow, ejecting the trash particles from the duct into the waste chamber through the slot (C). However, it requires foreign material that floats less than the fibers, i.e. it must be significantly heavier than the fibers to be effective. This is an extremely gentle cleaning technique, but it does require foreign material that floats less than the fibers.
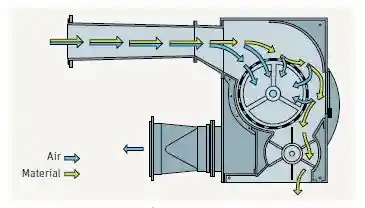
Use of Perforated Screen:
To remove dust particles from transporting airflow, a perforated screen may be used to separate tufts from dust-laden airflow. To separate tufts from dust-laden airflow, a perforated surface may be used. A fan is connected by ducting to the cage’s interior to create airflow that conveys tufts. The tufts are pulled onto the drum’s outer surface. The holes in the drum are sufficiently small to prevent fiber flow, but allow dust flow. As dust-laden air flows through the drum’s holes, it collects dust as waste.
As the drum rotates slowly, the suction is blanked off by a half-cylinder screen that is placed where the tufts need to leave the drum. It is common to place condenser drums before or after opening stages, as well as during dedusting stages.
5. The Action of Regulators Device
As we know, the blow room line consists of individual machines that must receive the same amount of material per unit of time from each preceding machine, and then pass it on to the next machine. A machine is adapted to each other so that it can produce a little more than what it needs in order to ensure an adequate flow of material. Each machine has excess capacity, and a control system must be provided to ensure the correct quantities are delivered. This is achieved by the regulating system that is used to regulate material flow in modern blow rooms:
- By photo electric cell.
- Air pressure
- Piano feed regulating system
- Swing door.

Conclusion
Five key actions can help accelerate yarn production in the blow room. As a result, machine settings, efficient material handling, quality control, regular maintenance, and continuous improvement are essential. By implementing these actions, productivity can be maximized, downtime can be minimized, yarn quality can be maintained, and overall efficiency can be improved. If you have any question about actions in blow room, let me know.
References:
- Chowdhury, M. F. (2016). Manual of Short Staple Spinning. Dhaka: Granthanir Prokashoni.
- Corbman, D. P. (1983). Textiles Fiber to Fabric. NewYork: Mary McGarry.
- Hossain, M. S. (2014). Introduction to Textile Engineering. Dhka: Books Fair Publications.
- Kadolph, S. J. (2006). Textiles. New Delhi: Dorling Kindersley India Pvt. Ltd.
- Klein, W. (2016). The Rieter Manual of Spinng, Volume-II. Wintherthur: Rieter Machine Works Ltd.