Balloon Theory: its Impact & Minimization in Winding Section
What is Balloon?
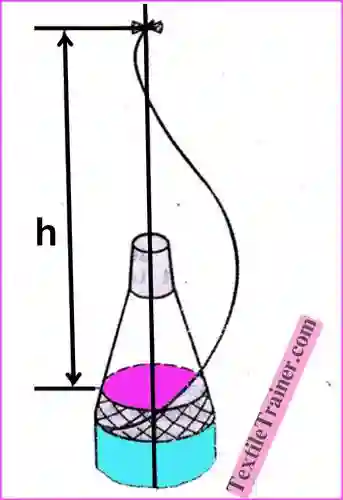
When yarn is unwinding from a stationary spinning cop at high speed, it circumscribes a plane called the balloon in space, whose height is h, shown in the figure. As the yarn unwinds from the cop, it performs two movements: along the yarn axis and rotating around it. In this article I will present balloon theory. I will also describe balloon formation impact and minimization techniques in yarn winding section.
Theory of Balloon formation
When the yarn is unwound from the cop, the tension of the yarn determines the shape of the balloon. As Grishin explains the balloon theory. In his formula of balloon theory for measuring the tension generated by ballooning yarn states that “the tension generated by a balloon is a function of the balloon height, as well as other factors which need not be considered in this case”.
There are several factors that determine the total tension of the yarn in winding from a stationary cop.
A yarn element’s inertia resistance, its cohesiveness and its inertia resistance, the friction between coils unwound from a cop and the winding and the bobbin surface, the effect of centrifugal force and air resistance on the ballooning yarn, the tension device’s action, and friction forces in the guides through which the yarn travels during movement.
During the unwinding of each layer of the cop, the yarn tension changes cyclically. This can be explained by the change in the angular unwinding speed in conical cops. The yarn tension also changes due to changes in unwinding speed and initial tension when coils are separated from the cop. When the cop is used up, the average tension of the yarn increases. At the unwinding of the cop base, tension increases sharply.
At unwinding from the cop, the yarn’s tension determines the balloon’s shape. In their case, the yarn unwinding from the cop is better when tension is reduced, and the balloon is more salient when tension is reduced. As tension is increased, the balloon becomes slightly sloping. Because of the greater angle of cop and bobbin surface envelopment by the yarn and the strong friction between the yarn and the winding and bobbin, the conditions for unwinding are less favourable.
In yarn unwinding from the cop, a multivalve balloon is usually used; with the cop unwinding, the balloon’s shape changes, the balloon’s wave number decreases, and yarn tension increases. During cop base unwinding, yarn tension is paramount, and the balloon slows and single waves.
At a moderate speed, yarn is unwound from a fixed cop with a low yarn breakage rate. As the yarn speed is increased to 800-1000 m/min, the breakage rate and yarn slough-offs sharply increase. When these conditions exist, the tension, yarn breakage, and slough-offs are especially high at cop-base unwinding: 80% of all yarn breakages occur at cop-base unwinding, and slough-offs cause 70%. It is explained by the shape and structure of the cop base, which increases friction and cohesion forces during unwinding, as well as the friction force between yarn and tube.
The distance between the bobbin and traverse greatly influences yarn unwinding from the cop and balloon formation.
Impact of Balloon Formation During Winding
During winding, balloon formation can have several consequences, including immediate production issues and long-term effects on the wound material’s quality and functionality. The following are some possible impacts:
1. Uneven Winding:
The material can be unevenly distributed on the spool or bobbin during ballooning. As a result, tension, diameter, and density can vary along the wound package. An uneven winding can adversely affect subsequent processes that require uniform material distribution, such as unwinding, further processing, and assembly.
2. Tangling and Snagging:
During unwinding or subsequent processing stages, ballooning material can become entangled or snagged with adjacent windings or components, causing operational issues. Production delays, increased waste, and compromised quality can be caused by tangling.
3. Reduced Material Capacity:
As a result of balloon formation, the wound package can significantly reduce the capacity for storing or transporting material. Due to the increased handling, storage, and transportation costs, larger spools may be required.
4. Structural Integrity:
The structural integrity of wound materials can be negatively impacted by ballooning. When tension and compression forces are unevenly distributed, stress concentrations or deformations can occur, which can weaken the material, reduce its mechanical properties, or affect its overall function. It is essential for materials used in applications that require strength, flexibility, or electrical properties.
5. Production Efficiency and Costs:
Balloon formation often results in production inefficiencies, such as machine downtime for untangling or reworking the wound material. To resolve these issues, additional labour and resources may be needed which could result in higher production costs, lower productivity, and longer lead times.
6. Increased Scrap and Waste:
Scrap and waste material can increase as a result of balloon formation. When a material balloon is excessive, it may become unusable or require further trimming or reworking to remove the deformed sections. As a result, there can be higher material waste, production costs, and reduced overall productivity.
7. Quality Issues:
The wound material can be compromised by ballooning. Material distribution can lead to variations in physical or electrical properties, resulting in inconsistent product performance. In applications requiring precise specifications or tolerances, balloon formation can result in products not meeting the standards.
8. Decreased Product Reliability:
The formation of balloons can compromise the durability and reliability of wound materials. As a result of ballooning, deformations and stress concentrations can weaken the material structure, making it more susceptible to damage, fatigue, or failure. Consequently, this can lead to customer satisfaction and potential warranty claims if wound materials are reliable and long-lasting.
9. Difficulties in Unwinding:
When balloons form, the unwinding process can be challenging and problematic. As a result of ballooning, the material can be unevenly wound and tangled, making unwinding difficult. The material can be damaged during unwinding, causing further complications in downstream processes. This can lead to production interruptions, increased downtime, and possible production interruptions.
10. Safety Risks:
Balloon formation can pose a safety risk in specific applications. If the material balloons uncontrollably or becomes entangled, it can pose a threat to operators and downstream equipment. Safety risks range from minor incidents like tripping or entanglement to more severe ones like machinery malfunctions and personal injuries
Minimization Techniques of Balloon Formation
1. Tension Control:
A tension control system must be implemented for the winding process to remain consistent and maintain the appropriate tension throughout the procedure. This technique enables the material to be applied to the spool with controlled tension, thereby reducing the likelihood of excess stretching or deformation, which could lead to ballooning of the material. A tension control system may include sensors, feedback mechanisms, and automated adjustments in order to maintain the optimal tension level at all times.
2. Guiding Mechanisms:
Using guiding mechanisms that have been designed and appropriately positioned, the material can be guided onto the spool so that it aligns correctly and is guided along the right path. With this technique, the winding process is smooth and controlled. As a result, there are fewer chances of unequal distribution or ballooning. A guide roller, a plate, or another suitable device can be used to guide the material onto the spool in a controlled manner by using guide rollers.
3. Spool or Bobbin selection:
Choosing the right spool or bobbin for the winding process is an essential part of the process. It is important to note that the spool’s dimensions and surface properties can significantly impact the material’s behavior during winding. Selecting spools with appropriate diameters, widths, and surface finishes can promote smoother winding and reduce tension variations that cause ballooning.
4. Material Handling and Preparation:
By properly preparing the material before winding, ballooning can be reduced. The material’s handling properties can be improved by straightening it, conditioning it to the appropriate temperature or moisture level, or applying lubrication when necessary. By doing this, the material is reduced in the likelihood of stretching, deforming, or adhering together during winding, reducing the possibility of balloon formation.
5. Winding Parameters Optimization:
The winding parameters can be optimized to minimize balloon formation. The winding speed, tension levels, traverse path, and angle of material feed should be adjusted to suit the specific characteristics of the wound material. By experimenting with different parameter settings and conducting trials, you can find the combination that minimizes ballooning.
6. Continuous Monitoring and Inspection:
Regularly inspecting the wound material and monitoring the winding process can assist in identifying ballooning issues and addressing them as soon as possible. It allows for timely adjustments or interventions to prevent problems from escalating. In order to detect and resolve ballooning-related issues early, real-time monitoring systems, visual inspections, and quality checks should be employed.
7. Operator Training and Skill Development:
Operators involved in the winding process require proper training and skill development. It is important for operators to understand the causes and effects of balloon formation and to be trained in how to minimize it. Among the most important factors for optimizing winding results are tension control, materials handling, and guiding mechanisms.
By implementing these strategies, manufacturers can effectively minimize balloon formation during winding, which will help increase productivity, reduce waste, enhance product quality, and smooth out downstream processes. Depending on the specific materials and winding requirements, combining these techniques and continuous process optimization may be necessary to achieve the desired results.
Finally we can say, To maximize productivity, ensure high-quality wound products, and minimize operational challenges, it is critical to understand and effectively manage balloon formation in the winding section. This phenomenon is explained by balloon theory, which describes how it affects winding. Balloon formation can lead to uneven winding, tangling, reduced material capacity, and compromised structural integrity, among other problems.
The consequences of these consequences can have a negative impact on product quality, reliability, and efficiency, resulting in increased costs and safety concerns. However, balloon formation can be minimized by implementing the right strategies. The tension control system, guiding mechanism, spool selection, material handling, and winding parameters are key in reducing or eliminating ballooning. Monitoring, inspecting, and training operators continuously is essential to maintain optimal winding conditions.
Manufacturers can improve winding efficiency, enhance the quality of products, and mitigate associated challenges by mastering balloon theory and implementing effective minimization techniques. As a result, downstream processes run smoothly, waste is reduced, and customer satisfaction is enhanced. Staying updated on advances in balloon theory, sharing best practices, and exploring innovative solutions are important for industry professionals. In order to succeed in the competitive market, manufacturers must continually refine and optimize winding procedures.
References
- Belal, P. D. (2016). Understanding Textiles for a Merchandiser. Dhaka: LB Graphics & Printing.
- V. Gordeev, P. V. (1982). Cotton Weaving. Russia: Mir Publishers Moscow.