
Introduction:
In carding, different organs rotated at different speeds, which affected the quality of the silver. As fibers are opened with blow room and fed to card in the tuft form, they are opened again, and individualization takes place between cylinders and flats, before being converted into slivers. To obtain better sliver quality, the setting parameters of the card and the machinery conditions are important. Even small deviations in the settings and speeds of the machinery can produce inferior sliver quality. card clothing and card setting is a important task in cotton spinning. I this article, I will brief describe major setting point of the carding machine and different card clothing that are used in carding machine.
Objectives:
- To know about different setting distance of carding machine.
- Effect of carding setting on fibre.
- Different carding clothing name.
- To come to learn different carding clothing method.
Major Setting Points in Carding Machine:
| Setting point | Setting distance(thou)/1thou= 1/1000 𝑖𝑛𝑐ℎ |
| Feed plate to taker-in | 9-12 thou |
| Taker-in to cylinder | 7 thou |
| Flat to cylinder | 10 thou |
| Doffer to cylinder | 5 thou |
| Doffer com to doffer | 12-15 thou |
| Mote knives to taker-in | Upper knives(10 thou) lower knives(12-15 thou) |
| Cylinder under casing to cylinder | Back-12 thou, Middle-32 thou, Front-64 thou |
Effect of Card Setting:
1. Feed Plate to Taker-in(9-12thou):
The object of this setting is to detach cotton in very small tufts form the lap without damaging the fiber. The setting varies with the staple length of cotton, hank of lap and the speed of taker-in. if the setting is too close the longer fibres will be damaged and the waste will increase. If it is too wide it results in plucking of lap with insufficient opening ,large tufts in the taker-in.
2. Taker-in to Cylinder (7 thou):
The object of this setting is to transfer the fibers to the cylinder and enable the taker-in to present cleans teeth to the lap fringe. An unreasonably wide setting would not ensure removal of the cotton from the taker-in and in an extreme case, if the taker-in became covered with cotton, its action of taking small tufts of material from the lap which would be performed inefficiently, and nep would be formed.
3. Flat to Cylinder (10 thou):
The object of this setting is to card the fibers well so as to produce clean web hold. A close setting tens to produce cleanser web, where as an excessively wide setting results in insufficient removal of nep and a poor appearance of the web.
4. Doffer to Cylinder(5 thou):
The object of this setting is to take all good cotton from cylinder to doffer. A wider setting makes many fibers go found the cylinder unnecessarily more times and they get weakened by the time they are transferred to doffer and a patch or cloudy web will result. The closer setting will damage each other and leading hook may result.
5. Doffer Comb to Doffer(12-15):
The object of this setting is to remove as much good fibers as possible without touching. The setting should be sufficiently close to remove as much good staple fiber as possible but if it is too close contact between the comb teeth and doffer wire may occur, leading the offer wires being damaged and the comb teeth may worn away. For heavy sliver production the setting may be increased slightly.
6. Mote Knives to Taker-in:
The setting should be sufficiently close to remove heavy impurities on the taker-in surface. If the setting is too close, loss of good fiber may occur and if it is too wide the mote knives operate inefficiently.
7. Cylinder Under Casing to Cylinder:
These setting influence air currents and production of fly. Too wide setting causes loss of good fiber.
Card Clothing:
On the other hand, card clothing contributes significantly to the quality of yarn. The term ‘card clothing’ refers to a continuous length of ‘wire’ containing teeth wound under tension on a plain cylinder and secured at the ends. In cross-section, the wire is shaped like an L with teeth upstanding. The base establishes the spacing between the teeth across the width of the cylinder by forming a foundation in contact with it. The bottom of the L-shaped wire rests on the cylinder’s periphery. Because the tips of the teeth need to be hard enough to withstand wear, careful heat treatment is necessary during manufacture of the wire. As a result, the metal becomes brittle, so tempering is necessary for the main body of the tooth to maintain its toughness.
There are three types of card clothing:
- Flexible Card Clothing.
- Semi-rigid Card Clothing.
- Metallic Card Clothing.
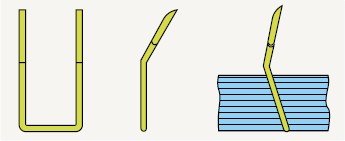
1. Flexible Card Clothing:
This feature is composed of round or oval wire hooks attached to an elasticized, multi-ply cloth backing. Hooks are bent into a U-shape and have a knww that flexes under bending loads and returns to its original position after the load is removed. In short-staple spinning mills, this clothing is now found only on card flats.
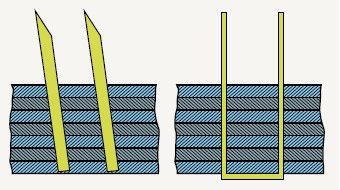
2. Semi-rigid Card Clothing:
The wires are set in a backing that is less elastic than flexible clothing, so they have square or round cross-sections and sharp points. This backing comprises multiple plies, including layers of cloth and plastic, compared to the backing of flexible clothing. Wires with flat surfaces do not have knees, but wires with round surfaces may have them. In addition to being unable to bend, the wires are embedded so deeply in layers of cloth and foamed material that they are virtually immovable. Because they are less flexible than flexible clothing, they do not yield under bending loads. In addition, they can only be found on flats.
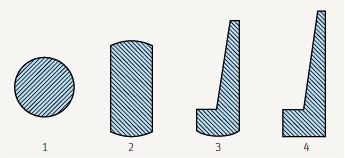
3. Metallic Card Clothing:
In these self-supporting, circular wire structures, teeth are cut at the smallest spacing possible by a process resembling punching. The clothing is referred to as saw-tooth clothing if the teeth are relatively large, as in licker-ins. Today, metallic card clothing is used on the licker-in, main cylinder, and doffer.
Conclusion:
A carding machine’s taker-in, cylinder, doffer and flat are covered with fine, closely spaced and specially bended wires called card clothing. This experiment taught us how to set distances for card machines and different types of carding. Additionally, we learned about the effect of setting the distance of the carding machine. It will be helpful for our future lives if we conduct this experiment.
References
- Belal, P. D. (2009). Understanding Textiles for a Merchandiser . Dhaka: L.B graphics and Printing.
- Chowdhury, M. F. (2016). Manual of Short Staple Spinning . Dhaka: Granthanir Prokashoni.
- Hossain, M. S. (2014). Introduction to Textile Engineering. Dhaka: Books Fair Publications.
- Klein, W. (2019). The Rieter Manual of Spinning. Switzerland: Rieter Machine Works Ltd.






Thanks a lot for the blog. Really Great.
thanks too.
I really enjoy the article.Thanks Again. Really Great.
thanks too….please support us….
Im grateful for the blog article.Much thanks again.
keep visit our site…
Thanks again for the post.Really looking forward to read more. Cool.
thanks too…..please support us.
Im obliged for the blog post.Really looking forward to read more. Will read on…
Keep visit our site..
Thanks again for the article post.Much thanks again. Really Cool.
please support us….
Very informative article.Thanks Again. Really Great.
keep visit our site…
Major thanks for the blog.Really thank you! Keep writing.
keep visiting
This is one awesome blog.Much thanks again. Fantastic.
thank too…..please support us…
I value the article post.Much thanks again. Want more.
Ok, I will try.
I am so grateful for your blog. Fantastic.
I really liked your post.Much thanks again. Will read on…
Say, you got a nice blog. Fantastic.
Thanks
Really enjoyed this post.Thanks Again. Want more.
keep visit our site.
I cannot thank you enough for the blog post.Really thank you! Great.
Im grateful for the blog article.Really thank you! Want more.
Thanks so much for the post.Much thanks again. Really Great.
I am so grateful for your article post. Much obliged.
This is one awesome blog post.Thanks Again.
keep visit our site…….
I really like and appreciate your article.Really looking forward to read more. Keep writing.
keep visit our site.
Enjoyed every bit of your article post.Thanks Again. Keep writing.
keep visit our site.
Looking forward to reading more. Great article post.Really looking forward to read more. Awesome.
keep visit our site.
I think this is a real great post.Much thanks again. Much obliged.
Looking forward to reading more. Great article.Really looking forward to read more. Keep writing.
Say, you got a nice blog post.Really looking forward to read more.
Thanks you….
Really appreciate you sharing this blog.Really thank you! Fantastic.
Say, you got a nice post.Really looking forward to read more. Want more.
Appreciate you sharing, great article.Much thanks again. Fantastic.
Thanks
Great article post.Really looking forward to read more. Cool.
Great, thanks for sharing this post.Much thanks again. Awesome.
Wow, great article post.Really thank you! Really Great.
Thanks for the article. Great.
Major thankies for the blog article. Much obliged.
wow, awesome article post.Really looking forward to read more. Really Great.
Great blog.Really thank you! Keep writing.
Thanks for sharing, this is a fantastic article.Thanks Again.
Very informative blog. Want more.
Very informative post.Much thanks again. Really Cool.
Thank you for your article post. Keep writing.
Im thankful for the article post.Really thank you! Will read on…
Say, you got a nice blog.Really thank you! Cool.
I am so grateful for your blog post.Much thanks again. Really Great.
Really informative article.Thanks Again. Really Great.
Major thankies for the post.Really looking forward to read more. Keep writing.
I value the blog post.Much thanks again. Much obliged.
I cannot thank you enough for the blog post.Much thanks again. Great.
I really like and appreciate your blog. Great.
Im grateful for the blog post.Really looking forward to read more. Will read on…
This is one awesome blog article. Really Cool.
I really liked your blog article.Thanks Again. Keep writing.
Awesome blog.Much thanks again. Awesome.
I really liked your article post.Really thank you! Really Cool.
Im obliged for the blog article.Much thanks again. Cool.
I really like and appreciate your article.Thanks Again. Really Cool.
Great, thanks for sharing this article post.Much thanks again. Great.
Awesome blog.Thanks Again. Fantastic.
Looking forward to reading more. Great article.Much thanks again. Keep writing.
A big thank you for your article post.Really looking forward to read more. Keep writing.
Im grateful for the blog.Really thank you! Great.
wow, awesome article post.Really thank you! Really Cool.
I really like and appreciate your post.Really looking forward to read more. Want more.
I am so grateful for your blog article.Much thanks again. Much obliged.
I loved your blog post. Keep writing.
I really enjoy the article post. Keep writing.
Thank you ever so for you article post.Really thank you! Awesome.
wow, awesome article post.Really thank you! Keep writing.
Im thankful for the blog.Much thanks again. Fantastic.
I really enjoy the article.Really looking forward to read more. Really Great.
Thank you ever so for you blog.Really looking forward to read more. Really Cool.
Thank you for your blog post.Much thanks again. Will read on…
I appreciate you sharing this article.Really thank you! Fantastic.
Awesome article.Really looking forward to read more. Awesome.
Really informative post.Really thank you! Really Great.
I really like and appreciate your article. Really Cool.
Thanks for sharing, this is a fantastic blog.Thanks Again. Cool.
Thank you ever so for you article.Really thank you! Fantastic.
Thanks a lot for the blog.Thanks Again. Want more.
Looking forward to reading more. Great article.Thanks Again. Want more.
Enjoyed every bit of your post.Much thanks again. Cool.
A big thank you for your blog article.Much thanks again. Really Great.
Thanks again for the article.Really looking forward to read more. Will read on…
Very informative article post.Thanks Again. Keep writing.
I am so grateful for your blog.Thanks Again. Great.
Thanks for sharing, this is a fantastic article post. Great.
Enjoyed every bit of your article. Will read on…
Thanks for sharing, this is a fantastic blog.Really thank you! Fantastic.
I value the blog.Much thanks again. Really Great.
I really enjoy the article post.Much thanks again. Really Great.
Im grateful for the article post.Thanks Again. Great.
Im obliged for the article.Much thanks again. Cool.
I value the article.Really thank you! Really Cool.
Really appreciate you sharing this post.Really thank you! Awesome.
Im thankful for the blog post.Really thank you! Really Cool.
Very neat article post.Much thanks again. Really Cool.
Very good article post.Thanks Again. Great.
Thanks so much for the blog. Fantastic.
This is one awesome blog article.Much thanks again. Really Cool.
Im thankful for the blog article. Want more.
I really like and appreciate your blog article.Much thanks again. Cool.
I loved your article. Want more.
Very good blog post. Really Cool.
I really liked your article. Really Cool.
Thanks again for the article.Thanks Again. Will read on…
Looking forward to reading more. Great post.Thanks Again. Much obliged.
Thank you for your blog article. Keep writing.
Say, you got a nice article. Cool.
Thanks for the post.Much thanks again. Keep writing.
I really enjoy the article.Thanks Again. Want more.
I appreciate you sharing this blog article. Fantastic.
Awesome blog article.Really thank you! Really Great.
I really enjoy the article post. Great.
Very informative blog.Thanks Again. Will read on…
Im obliged for the post.Much thanks again. Will read on…
Fantastic article post.Really thank you! Much obliged.
Looking forward to reading more. Great article post. Fantastic.
Fantastic post. Will read on…
Really enjoyed this blog.Really thank you! Fantastic.
Really appreciate you sharing this blog post.Really thank you! Great.
Really enjoyed this blog post.Really thank you!
Very good article post. Keep writing.
wow, awesome post.Really looking forward to read more. Really Cool.
Thanks again for the post.Really thank you! Cool.
Thank you for your blog post.Thanks Again. Really Cool.
Thank you for your blog article.Really thank you! Cool.
I think this is a real great blog. Much obliged.
Im thankful for the article. Much obliged.
This is one awesome blog.Thanks Again. Awesome.
Appreciate you sharing, great article.Really looking forward to read more. Great.
Really informative blog article.Really thank you! Really Cool.
Kerassentials are natural skin care products with ingredients such as vitamins and plants that help support good health and prevent the appearance of aging skin. They’re also 100% natural and safe to use. The manufacturer states that the product has no negative side effects and is safe to take on a daily basis. Kerassentials is a convenient, easy-to-use formula. https://kerassentialsbuynow.us/
Very neat blog.Really looking forward to read more. Want more.
I think this is a real great article post.Really thank you! Cool.
Very good blog. Fantastic.